
Pomozte vývoji webu a sdílení článku s přáteli!
Při elektrickém svařování se k ohřevu kovu používá elektrický oblouk. Vyskytuje se mezi částí a elektrodou - tyčí z vodivého kovu (někdy nekovového). Teplota oblouku taví kov. Zóna tavení na spoji dílů se nazývá svarový (svarový) šev. U různých kovů a různých typů sloučenin se může měnit technika svařování, poloha elektrody, rychlost jejího pohybu a amplituda. Jak správně svařit šev, aby byl spoj nejen spolehlivý, ale i krásný, povíme si dále.
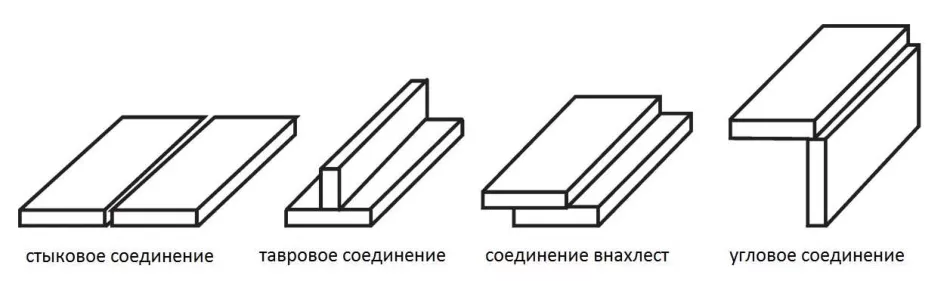
Typy svarů a spojůŠvy mají poměrně rozsáhlou klasifikaci. V první řadě se dělí podle typu připojení doerů. V závislosti na požadavcích na spolehlivost může být šev aplikován jednostranně nebo oboustranně. Při oboustranném svařování je konstrukce spolehlivější a lépe drží tvar. Pokud existuje pouze jeden šev, často se ukáže, že produkt je zkroucený: šev se „táhne“. Pokud jsou dva, tyto síly jsou kompenzovány.
Je neproniknutelné poznamenat, že pro získání kvalitního svaru by kov neměl být rezavý. Proto se místa svařování předem brousí nebo ošetřují pilníkem - dokud rez úplně nezmizí. Dále, v závislosti na požadavcích, obrousit hranu nebo ne.
Tupý spoj (zadní šev)
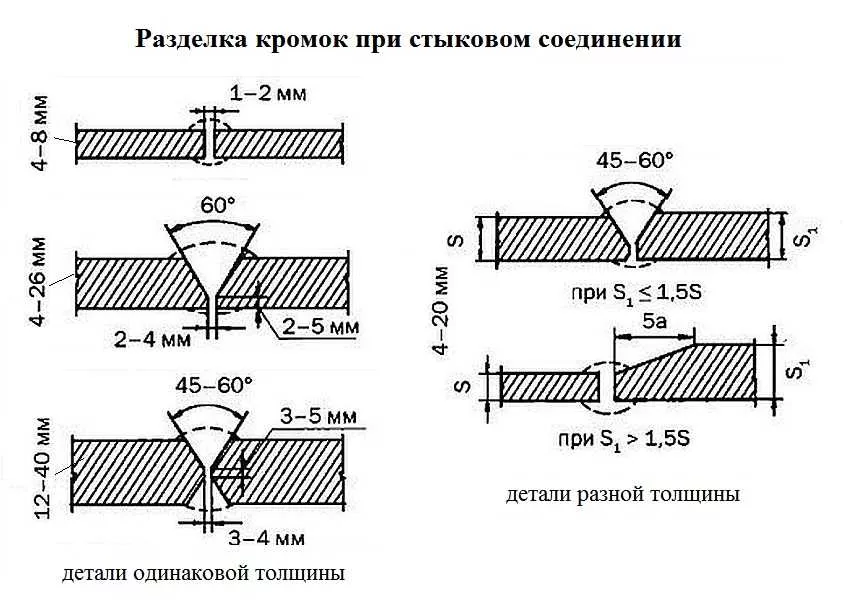
Tupý svar se používá při spojování plechů nebo konců trubek. Díly jsou položeny tak, aby mezi nimi byla mezera 1-2 mm, pokud je to možné, jsou pevně upevněny svorkami. Během procesu svařování je mezera vyplněna roztaveným kovem.
Tenký plech - do tloušťky 4 mm - se svařuje bez předchozí přípravy (očištění od rzi se nepočítá, je nutné). V tomto případě vařte pouze z jedné strany. Při tloušťce dílů od 4 mm může být šev jednoduchý nebo dvojitý, ale je nutné okraje utěsnit jednou z metod uvedených na fotografii.
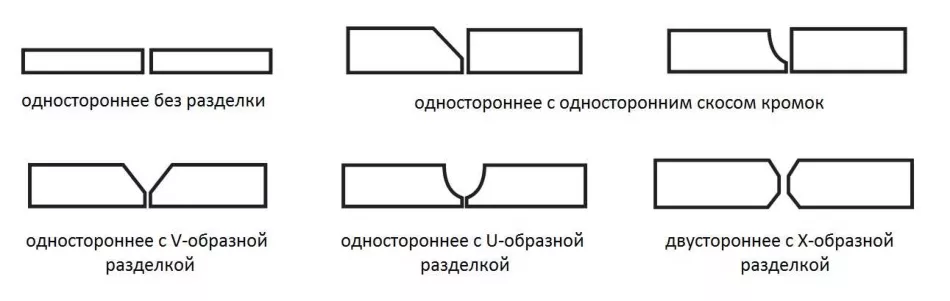
- Při tloušťce dílu od 4 mm do 12 mm může být šev jednoduchý. Poté se okraje začistí libovolným způsobem. Je výhodnější provádět jednostrannou preparaci o tloušťce do 10 mm a silnější části se čistí častěji ve tvaru písmene V. Čištění ve tvaru U je obtížnější, proto se používá méně často . Při zvýšených požadavcích na kvalitu svařování je při tloušťce větší než 6 mm vyžadováno odizolování na obou stranách a dvojitý šev na jedné a druhé straně.
- Při svařování kovu o tloušťce 12 mm a více natupo je bezpodmínečně nutný dvojitý šev, nelze takovou vrstvu na jedné straně zahřát. Ořez hran je oboustranný, ve tvaru písmene X.Je nerentabilní používat odizolování okrajů ve tvaru V nebo U s takovou tloušťkou: k jejich vyplnění je zapotřebí několikanásobně více kovu. Díky tomu se zvyšuje spotřeba elektrod a výrazně se snižuje rychlost svařování.
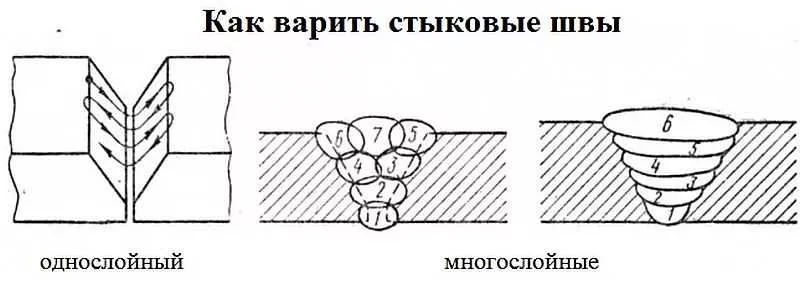
Pokud se přesto rozhodne svařovat tlustý kov jednostranným řezáním, bude nutné vyplnit šev v několika průchodech. Takové švy se nazývají vícevrstvé. Jak svařit šev v tomto případě je znázorněno na obrázku níže (čísla označují pořadí pokládání kovových vrstev během svařování).
Přečtěte si o svařování tenkého kovu invertorovou svářečkou zde.
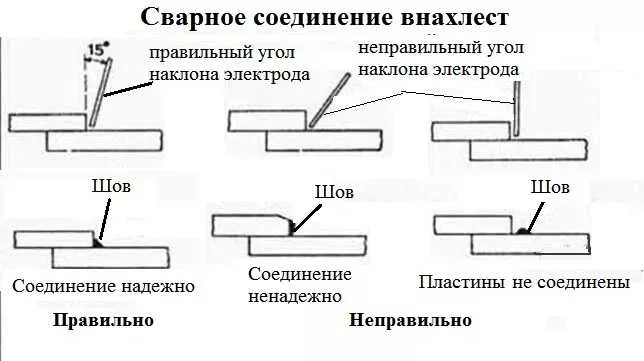
Splice
Tento typ spojení se používá při svařování plechů do tloušťky 8 mm. Vyvařuje se z obou stran, aby se mezi plechy nedostala vlhkost a nedocházelo ke korozi.
Při překrývání je nutné zvolit správný úhel elektrody.Mělo by být kolem 15-45°. Pak je dosaženo spolehlivého spojení. Při odchylce v jednom nebo druhém směru se objem roztaveného kovu nenachází na spoji, ale na straně, pevnost spojení se výrazně sníží nebo části zůstanou vůbec nespojené.
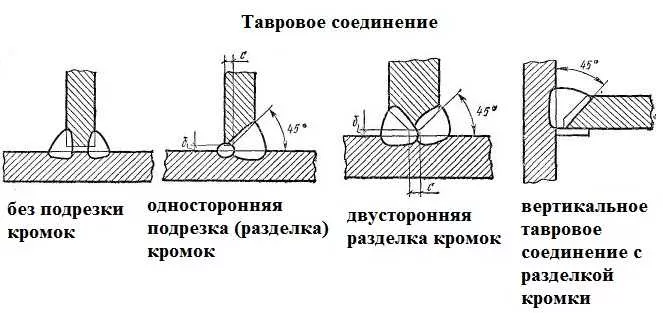
T-spoj a rohový spoj
T-spoj při svařování je písmeno "T" , úhlový spoj je písmeno "G" . T-kloub může být s jedním nebo dvěma švy. Hrany mohou být také řezány nebo ne. Potřeba oříznutí hrany závisí na tloušťce svařovaných dílů a počtu švů:
- tloušťka kovu do 4 mm, jednoduchý šev - bez opracování hran;
- tloušťka od 4 mm do 8 mm - bez okrajového dvojitého švu;
- od 4 mm do 12 mm - jednoduchý šev s prostřižením na jedné straně;
- od 12 mm je okraj na obou stranách odstřižen a jsou provedeny i dva švy.
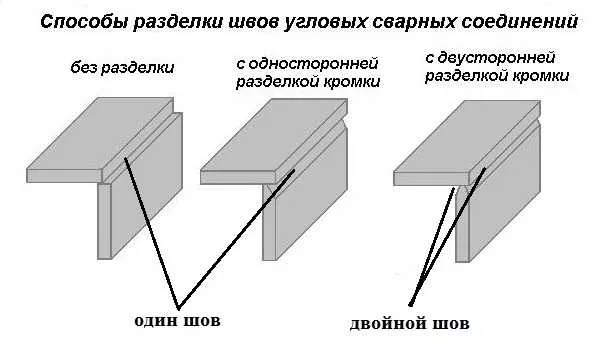
Kútový svar lze považovat za součást odpaliště. Zde jsou doporučení naprosto stejná: tenký kov lze svařovat bez řezných hran, pro větší tloušťku je nutné součást odstranit z jedné nebo obou stran.
Rohové a T-kus musí být někdy svařeny na obou stranách (dva švy). Pro správné svaření takového švu se díly otočí tak, aby kovové roviny byly ve stejném úhlu. Na fotografii je tato metoda podepsána „v lodi“. To usnadňuje výpočet pohybu elektrody, zvláště pro začátečníka se svařováním.
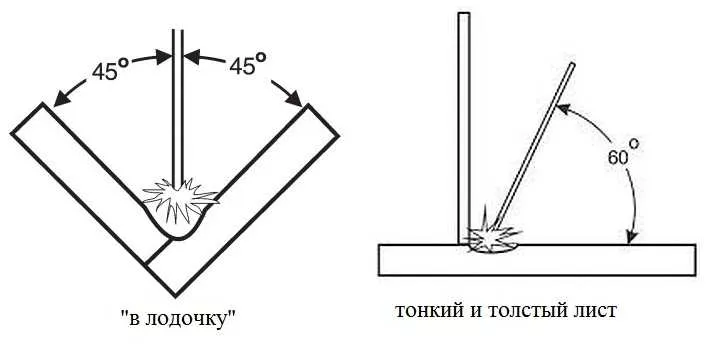
Při spojování tenkého a tlustého kovu musí být úhel sklonu elektrody jiný - asi 60° k silnější části. V této poloze bude většina ohřevu na něm, tenký kov nepropálí, což se může stát, pokud je úhel sklonu 45°.
Polní svařování
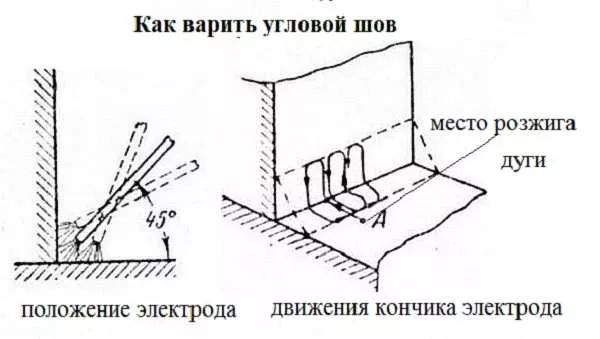
Při svařování koutových svarů je nutné sledovat polohu a pohyb elektrody. Měli byste získat šev s jednotnou výplní. Je snazší to implementovat, když díly pro svařování dáte "do lodi" , ale ne vždy to vyjde.
Pokud je spodní rovina vodorovná, často se ukáže, že na svislé rovině i v samotném rohu je málo kovu: hromadí se. K tomu dochází, pokud je elektroda v horní části rohu kratší dobu než v blízkosti jejích bočních ploch. Pohyb hrotu elektrody musí být rovnoměrný. Druhým důvodem je, že průměr elektrody je příliš velký, což vám neumožňuje jít níž a normálně spoj zahřát.
Aby se zabránilo výskytu této vady, oblouk se zapálí na vodorovném povrchu (v bodě "A" ), přičemž se elektroda přesune na svislou plochu a poté se kruhovým pohybem vrátí na své místo. Když je elektroda nad kloubem, má sklon 45°, při pohybu nahoru se úhel mírně zmenšuje (obrázek na obrázku vlevo), při pohybu na vodorovnou plochu se úhel zvětšuje.Touto technikou bude šev vyplněn rovnoměrně.
Při svařování rohových spojů se také ujistěte, že čas strávený elektrodou ve všech třech bodech (na stranách a uprostřed) je stejný.
O výběru elektrod pro invertorové svařovací stroje si přečtěte zde.
Pozice ve vesmíru
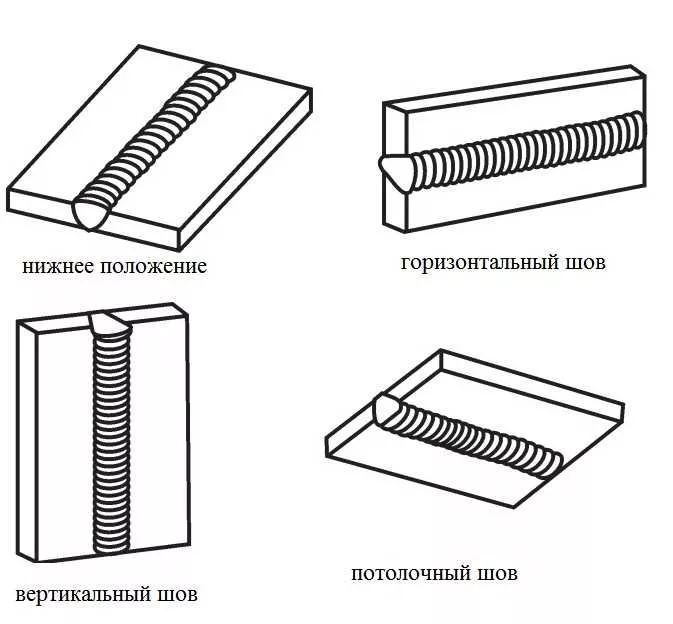
Kromě různých typů spojů mohou být švy umístěny v prostoru různými způsoby. Jsou v dolní poloze. Pro svářeče je to nejpohodlnější. Toto je nejjednodušší způsob ovládání svarové lázně. Všechny ostatní polohy - horizontální, vertikální a stropní šev - vyžadují určité znalosti svařovacích technik (přečtěte si níže, jak svařovat takové švy).
Jak svařit šev
Při svařování ve spodní poloze nevznikají žádné potíže ani pro začínajícího svářeče. Ale všechna ostatní ustanovení vyžadují znalost technologie. Každá pozice má svá doporučení. Technika vytváření svarů každého typu je diskutována níže.
Svařování vertikálních švů
Při svařování dílů ve svislé poloze sklouzává roztavený kov dolů působením gravitace. Aby se zabránilo stékání kapiček, používá se kratší oblouk (hrot elektrody je blíže ke svarové lázni). Někteří mistři, pokud to elektrody dovolí (nepřilepí se), obecně spoléhají na součást.
Příprava kovu (řezné hrany) se provádí podle typu spoje a tloušťky svařovaných dílů. Poté jsou upevněny v předem určené poloze, spojené s krokem několika centimetrů s krátkými příčnými švy - „cvočky“. Tyto švy brání dílům v pohybu.
Svislý šev může být svařen shora dolů nebo zdola nahoru. Je pohodlnější pracovat zdola nahoru: takto oblouk tlačí svarovou lázeň nahoru a zabraňuje jejímu poklesu dolů. Udělat kvalitní šev je jednodušší.
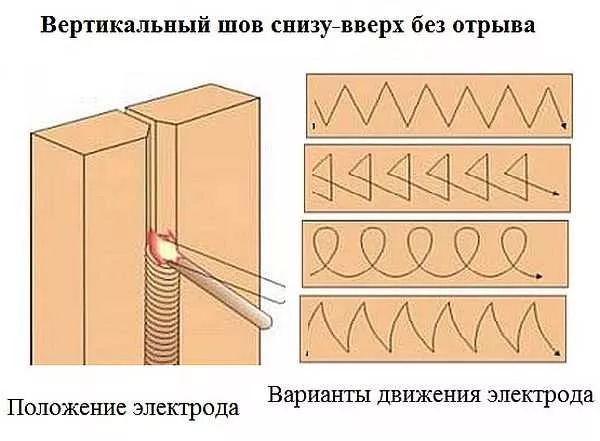
Toto video ukazuje, jak správně svařit svislý šev elektrickým svařováním s pohybem elektrody zdola nahoru bez oddělení.Je také ukázána technika krátkého válení. V tomto případě se elektroda pohybuje pouze nahoru a dolů, bez horizontálního posunu je šev téměř plochý.
Díly je možné spojovat ve svislé poloze s přerušením oblouku. Pro začínající svářeče to může být pohodlnější: během doby oddělení má kov čas vychladnout. Touto metodou můžete dokonce opřít elektrodu o polici svařeného kráteru. Je to jednodušší. Vzorec pohybů je téměř stejný jako bez oddělení: ze strany na stranu, smyčky nebo „krátký váleček“ - nahoru a dolů.
Jak svařit svislý šev s mezerou, viz další video. Stejný video tutoriál ukazuje vliv síly proudu na tvar švu. Obecně by měl být proud o 5-10 A menší, než je doporučeno pro daný typ elektrody a tloušťku kovu. Ale jak je ukázáno ve videu, není to vždy pravda a je určeno experimentálně.
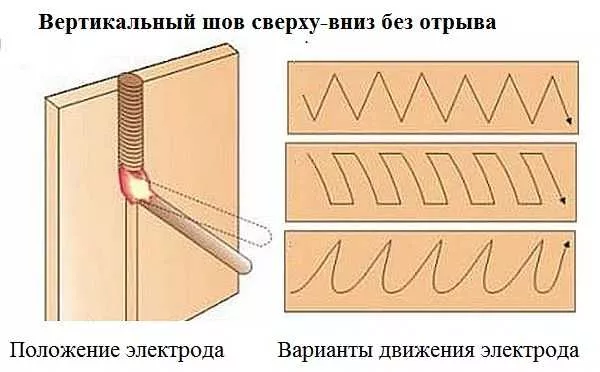
Někdy je svislý šev svařen shora dolů. V tomto případě při spouštění oblouku držte elektrodu kolmo k povrchům, které se mají svařovat. Po zapálení v této poloze zahřejte kov, poté spusťte elektrodu a vařte v této poloze. Svařování svislého švu shora dolů není příliš pohodlné, vyžaduje dobrou kontrolu svarové lázně, ale tímto způsobem lze dosáhnout dobrých výsledků.
Jak svařit vodorovný šev
Horizontální šev na svislé rovině lze provádět jak zprava doleva, tak zleva doprava. Není rozdíl, komu to vyhovuje, ten tak vaří. Stejně jako při svařování vertikálního švu bude mít lázeň tendenci klesat. Proto je úhel sklonu elektrody poměrně velký. Volí se v závislosti na rychlosti pohybu a aktuálních parametrech. Hlavní je, aby vana zůstala na svém místě.
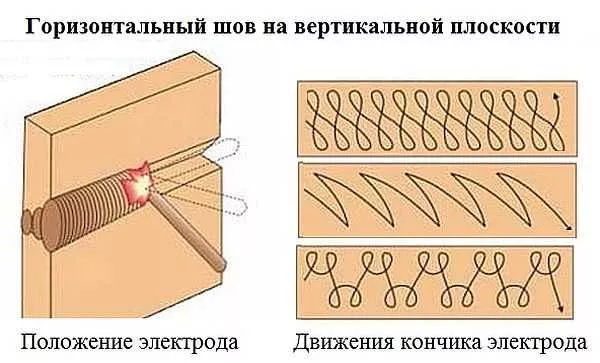
Pokud kov stéká dolů, zvyšte rychlost pohybu a kov méně zahřívejte.Dalším způsobem je přerušování oblouku. Během těchto krátkých intervalů kov trochu vychladne a nevyteče. Můžete také trochu snížit proud. Všechna tato opatření aplikujte pouze postupně, a ne všechna najednou.
Video níže ukazuje, jak správně svařovat kov ve svislé poloze s vodorovným švem.
Stropní šev
Tento typ svarového spoje je nejobtížnější. Vyžaduje vysokou zručnost a dobré ovládání svarové lázně. K provedení tohoto švu je elektroda držena v pravém úhlu ke stropu. Oblouk je krátký, rychlost pohybu konstantní. Provádějte hlavně krouživé pohyby, které rozšíří šev.
Čištění svarů
Po svařování zůstávají na povrchu kovu cákance, kapky kovu a struska. Vlastní steh je obvykle konvexní, vyčnívá nad povrch. Všechny tyto nedostatky lze odstranit: vyčistit.
Čištění švů po svařování se provádí po etapách. V první fázi se pomocí dláta a kladiva odklepávají okuje a struska z povrchu. Na druhém, pokud je to nutné, porovnejte šev. Zde potřebujete nástroj: brusku vybavenou brusným kotoučem na kov. V závislosti na tom, jak hladký by měl být povrch, se používají různé brusné zrnitosti.
Vady svarů
Začátečníci svářeči často dělají chyby při vytváření švů, které vedou k defektům. Některé z nich jsou kritické, některé ne. V každém případě je důležité umět chybu identifikovat, abyste ji mohli později opravit. Mezi nejčastější vady mezi začátečníky patří nerovnoměrná šířka švu a jeho nerovnoměrné vyplnění. K tomu dochází v důsledku nerovnoměrných pohybů hrotu elektrody, změn rychlosti a amplitudy pohybů. S přibývajícími zkušenostmi jsou tyto nedostatky stále méně patrné, po chvíli úplně zmizí.
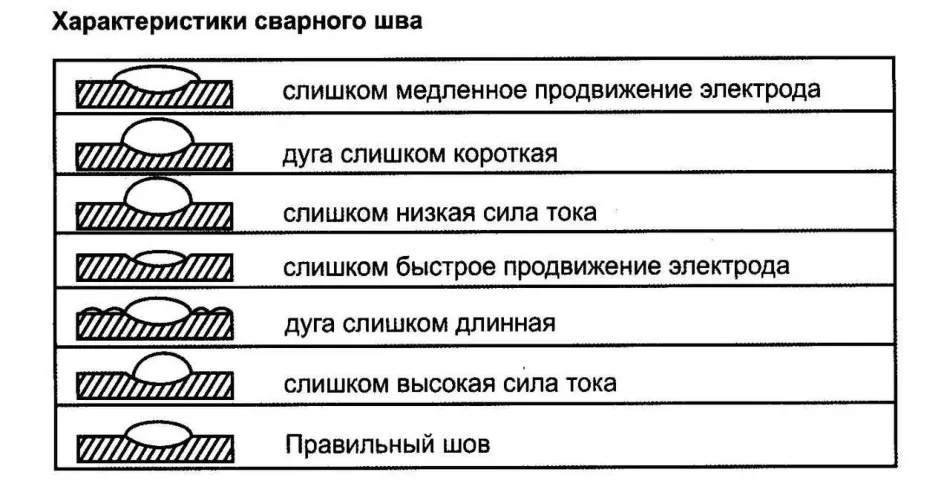
Další chyby - při výběru aktuální síly a velikosti oblouku - lze určit podle tvaru švu. Těžko je popsat slovy, snáze je znázornit. Níže uvedená fotografie ukazuje hlavní vady formy - podříznutí a nerovnoměrné vyplnění, důvody, které je způsobily, jsou uvedeny.
Nedostatek fúze
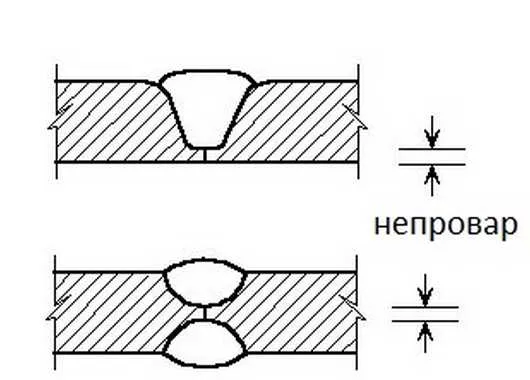
Tato vada spočívá v neúplném vyplnění spoje dílů. Tato nevýhoda musí být opravena, protože ovlivňuje pevnost spojení. Hlavní důvody:
- nedostatečný svařovací proud;
- vysoká cestovní rychlost;
- špatná příprava hrany (při svařování silnějších kovů).
Odstraněno korekcí proudu a zkrácením délky oblouku. Po správné volbě všech parametrů se tohoto jevu zbaví.
O výběru invertorové svářečky pro dům a zahradu čtěte zde.
Podříznutí
Tato vada je drážka podél švu v kovu. Obvykle se vyskytuje, když je oblouk příliš dlouhý. Šev se stává širokým, teplota oblouku pro ohřev nestačí. Kov kolem okrajů rychle tuhne a tvoří tyto drážky." Ošetřeno" kratším obloukem nebo úpravou síly proudu směrem nahoru.
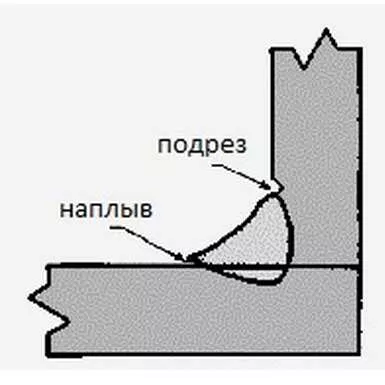
U úhlového nebo T-kusu je podříznutí vytvořeno díky skutečnosti, že elektroda je více nasměrována do vertikální roviny. Poté kov stéká dolů, opět se vytvoří drážka, ale z jiného důvodu: přílišné zahřívání svislé části švu. Eliminováno snížením proudu a/nebo zkrácením oblouku.
Spálit
Toto je průchozí otvor ve svaru. Hlavní důvody:
- příliš vysoký svařovací proud;
- nedostatečná rychlost pohybu;
- příliš velká mezera na okraji.

Metody korekce jsou jasné - snažíme se zvolit optimální režim svařování a rychlost pohybu elektrody.
Póry a ochablé
Póry vypadají jako malé dírky, které lze seskupit do řetízku nebo rozházet po celém povrchu švu. Jsou nepřípustnou vadou, protože výrazně snižují pevnost spoje.
Objevují se póry:
- s nedostatečnou ochranou svarové lázně nadměrným množstvím ochranných plynů (nekvalitní elektrody);
- průvan ve svařovací zóně, který odklání ochranné plyny a kyslík se dostává do roztaveného kovu;
- v přítomnosti nečistot a rzi na kovu;
- nedostatečné zkosení.
Prověšení se objevuje při svařování přídavnými dráty s nesprávně zvolenými svařovacími režimy a parametry. Představuje zmrzlý kov, který se nepřipojil k hlavní části.

Studené a horké trhliny
Jak kov chladne, objevují se horké trhliny. Lze nasměrovat podél nebo přes šev. Studené se objevují již na studeném švu v případech, kdy je zatížení pro tento typ švu příliš vysoké. Studené trhliny vedou k destrukci svarového spoje.Tyto nedostatky se řeší pouze opakovaným svařováním. Pokud je příliš mnoho nedokonalostí, steh se odřízne a znovu přiloží.

Zde je popsána technika svařování invertorovým strojem.