
Pomozte vývoji webu a sdílení článku s přáteli!
Svařování tenkého kovu je výzvou i pro některé zkušené svářeče. Začátečníci ve svařování to mají obecně těžké. Pravidla, která zde fungují, nejsou vůbec stejná jako při svařování tlustých výrobků: existuje mnoho funkcí a obtíží, což ztěžuje výběr režimů a elektrod. U poloautomatických svařovacích strojů je to jednodušší, ale v každodenním životě jsou poměrně vzácné, invertory jsou mnohem běžnější. Zde budeme hovořit o svařování tenkého kovu s invertorem.
A první potíž při svařování tenkého kovu je, že ho nemůžete příliš zahřát: vyhoří, tvoří se díry.Fungují tedy na principu „čím rychleji, tím lépe“ a vůbec nemluvíme o žádných trajektoriích pohybu elektrod. Plech je svařován vedením elektrody v jednom směru - podél švu bez jakýchkoliv odchylek.
Druhým problémem je, že musíte pracovat při nízkých proudech, což vede k tomu, že oblouk musí být krátký. Při mírném oddělení to prostě zhasne. Mohou nastat i problémy se zapálením oblouku, proto používejte zařízení s dobrou charakteristikou proud-napětí (napětí naprázdno nad 70 V) a plynulou regulací svařovacího proudu, který začíná od 10 A.
Další problém: při silném zahřívání se mění geometrie tenkých plechů: ohýbají se ve vlnách. Zbavit se tohoto nedostatku je velmi obtížné. Jedinou možností je pokusit se nepřehřát nebo odstranit teplo (o metodě chladiče si přečtěte níže).
Při svařování tenkých plechů na tupo jsou jejich okraje pečlivě opracovány a očištěny.Přítomnost nečistot a rzi způsobí, že svařování bude ještě problematičtější. Vše proto pečlivě srovnejte a očistěte. Listy jsou umístěny velmi blízko u sebe - bez mezery. Podrobnosti jsou upevněny pomocí svorek, svorek a dalších zařízení. Poté se díly podlepují každých 7-10 cm krátkými švy - cvočky. Zabraňují pohybu dílů a je méně pravděpodobné, že se ohýbají.

Jak vařit tenký kov s invertorem
DC svařovací stroje jsou dobré, protože můžeme svařovat s obrácenou polaritou. Za tímto účelem připojte kabel s držákem elektrody k „+“ a připojte „-“ k dílu. Tímto spojením se elektroda více zahřívá a kov se zahřívá minimálně.
Jak vybrat svařovací invertor pro váš dům nebo zahradu si přečtěte zde.
Je nutné vařit s použitím nejtenčích elektrod: od 1,5 mm do 2 mm. V tomto případě si musíte vybrat s vysokým koeficientem tání: pak i při nízkých proudech bude šev vysoce kvalitní.Proud je nastaven na malý. Pro elektrody o velikosti 1,5 mm by to mělo být asi 30-45 ampér, pro "dvojku" - 40-60 ampér. Ve skutečnosti někdy dávají ještě níž: důležité je, že umíš pracovat.
| Tloušťka kovu, mm | 0,5mm | 1,0 mm | 1,5mm | 2,0 mm | 2,5mm |
|---|---|---|---|---|---|
| Průměr elektrody, mm | 1,0 mm | 1,6mm - 2mm | 2 mm | 2,0mm - 2,5mm | 3mm |
| Aktuální, А | 10-20 ampérů | 30-35 ampérů | 35-45 mm | 50-65mm | 65-100 mm |
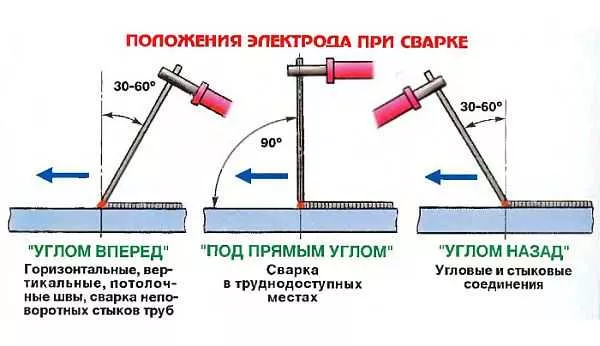
Aby se kov méně zahříval, jsou díly umístěny ve svislém nebo alespoň šikmém směru.Poté vaří shora dolů a pohybují špičkou elektrody přesně tímto směrem (bez vychýlení nebo návratu). Úhel sklonu je úhel dopředu, přičemž jeho hodnota je 30-40 °. Zahřívání kovu bude tedy minimální a to je jeden z nejdůležitějších úkolů pro svařování tenkých kovů.
Obecné doporučení pro výběr elektrod pro svařování tenkých kovů: pro takovou práci kupujte kvalitní elektrody z dovozu. Bude méně problémů.
O výrobě stodoly na kovovém rámu čtěte zde.
Techniky a metody svařování tenkých plechů
Někdy je potřeba svařovat tenké plechy pod úhlem. V tomto případě je vhodnější použít metodu lemování: okraje plechu jsou ohnuté do požadovaného úhlu, upevněny krátkými příčnými švy každých 5-10 cm. Poté jsou svařeny, jak je uvedeno výše: s průběžným šev shora dolů.
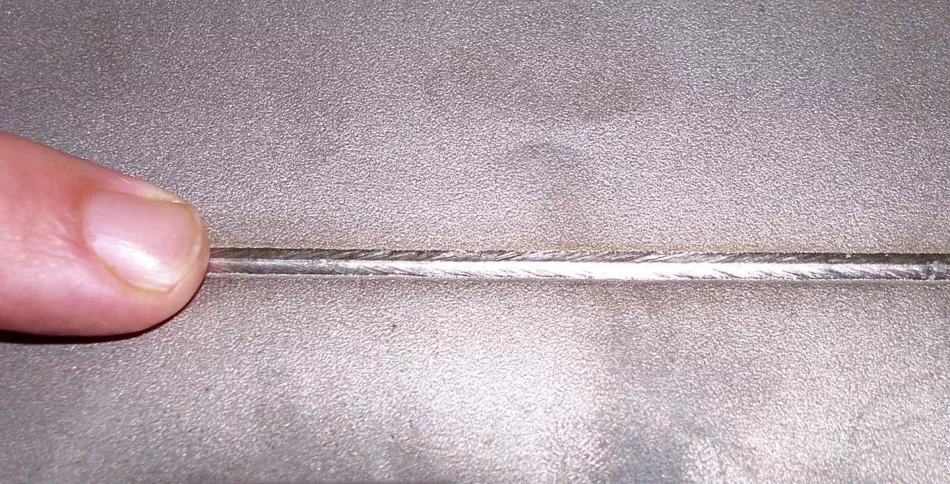
Video ukazuje, jak svařovat tenký plech elektrodou pomocí svařovacího invertoru. Používá se metoda lemování: okraje dílů se přehnou a poté se na několika místech slepí krátkými švy. Následuje svařování tenkou elektrodou o tloušťce 2 mm.
Při svařování bez oddělení není vždy možné zabránit propálení. Pak můžete zkusit oblouk na pár okamžiků odtrhnout a poté elektrodu na stejném místě znovu spustit a posunout ji o několik milimetrů dopředu. Takže odtrhnout a vrátit oblouk a vařit. Při této metodě se ukazuje, že kov má čas vychladnout během přerušení oblouku. Na videu uvidíte, jak se změní barva místa svařování po sejmutí elektrody. Hlavní je nenechat kov moc vychladnout.
Svařování tenkého kovu s přerušením oblouku je ukázáno v první části videa. Způsob dokování je překrývající (jedna část překrývá druhou o 1-3 cm), používá se elektroda s rutilovým povlakem (pro konstrukční a nízkolegované oceli). Poté je znázorněno svařování nerezové oceli nerezovou elektrodou s hlavním povlakem a na závěr je toutéž nerezovou elektrodou svařen spoj železného kovu. Šev se mimochodem ukázal jako kvalitnější než při použití doporučených elektrod.
O výběru elektrod pro svařování invertorovým strojem čtěte zde.
Pokud při svařování tenkého kovu není vyžadován souvislý svar, použije se bodový svar. Při tomto způsobu svařování malé velikosti jsou cvočky umístěny v krátké vzdálenosti jeden vedle druhého. Tato metoda se nazývá přerušované šití.

Obecně je svařování tenkého železa svařováním natupo obtížné. Překrývání je jednodušší: díly se tolik nepřehřívají a je menší šance, že vše „vede“.
Přečtěte si o typech svarů a spojů zde.
Při svařování tenkého kovového tupu můžete mezi plechy položit tenký drát o průměru 2,5-3,5 mm (na poškozené elektrody můžete povlak natlouct a použít). Je umístěn tak, že na přední straně je v jedné rovině s povrchem kovu a na špatné straně vyčnívá téměř o polovinu průměru.Při svařování je oblouk veden po tomto drátu. Přebírá hlavní tepelné zatížení a svařované plechy se ohřívají obvodovými proudy. Zároveň se nepřehřívají, nekroutí se, šev je hladký, bez známek přehřívání. Po odstranění drátu je těžké vidět stopy jeho přítomnosti.
Dalším způsobem je vložit pod spoj měděné pláty. Měď má velmi vysokou tepelnou vodivost - 7-8krát vyšší než ocel. Položený pod místem svařování odebírá významnou část tepla a zabraňuje přehřátí kovu. Tato metoda svařování tenkých kovů se nazývá "s chladiči" .
Jak svařit kovový altán, čtěte zde. Možná vás bude zajímat čtení, jak vyrobit pánev z plynové láhve nebo kovu? Věc je nezbytná a vhodná pro zvládnutí svařování.
Pozinkové svařování
Pozinková ocel - stejný tenký plech, pouze pokrytý vrstvou zinku.Pokud jej potřebujete svařit, na okrajích, které se mají svařovat, budete muset tento povlak zcela odstranit, až na holou ocel. Existuje několik způsobů. První je odstranit jej mechanicky: brusným kotoučem na brusce nebo brusce, brusným papírem a kovovým kartáčem. Existuje další způsob - vypálit svařováním. V tomto případě elektroda prochází dvakrát podél švu. V tomto případě se zinek odpařuje (vypařuje se při 900 ° C) a jeho páry jsou velmi toxické. Tyto práce lze tedy provádět buď na ulici, nebo pokud je na pracovišti digestoř. Po každém průchodu musíte sestřelit flux.

Po úplném odstranění zinku začíná vlastní svařování. Při svařování pozinkovaných trubek budou zapotřebí dva průchody různými elektrodami, aby se získal dobrý šev. První šev je svařen rutilovými elektrodami, například MP-3, ANO-4, OZS-4. V tomto případě mají oscilace velmi malou amplitudu. Horní šev - obklad by měl být širší. Přibližně se rovná třem průměrům elektrod.Důležité je nespěchat a dobře provařit. Tento průchod se používá u bazických obalených elektrod (například UONI-13/55, UONI-13/45, DSK-50).
Přečtěte si více o výběru elektrod pro invertorové svařování zde.